| 品名 | 直缝焊管 | 材质 | Q235B | 产地/厂家 | 天津大邱庄 |
| 仓库所在城市 | 天津,其他 | 仓库 | 天津大邱庄,其他 | 仓库地址 | 天津 |
| 仓库电话 | 022-24827720 | 计重方式 | 理计 | 质量等级 | 协议品(不受理质量异议) |
| 用途范围 | 机械制造,电梯,轨道交通,压力容器,建筑装饰,核电,餐饮厨具,化工设备,食用机械 | 加工服务 | 无加工 | 配送服务 | 可配送到厂 |
简介编辑
20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提
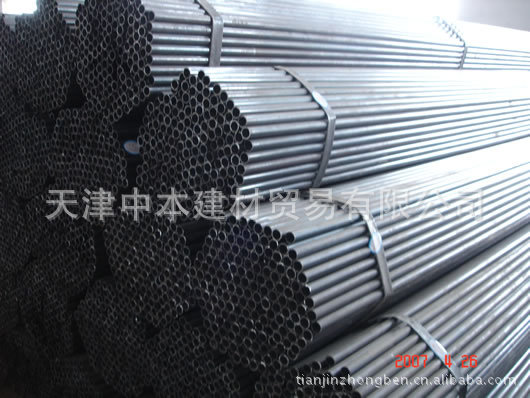
![焊管]() 焊管
升,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。
焊管
升,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。
较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。
2产品标准编辑
焊管常用材质为:Q235A,Q235C
Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。焊管因其材质和用途不同而分为如下若干品种:
GB/T3091-2008(低压流体输送用焊接钢管)。主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。其代表材质为:Q235A级钢。
GB/T14291-2006(矿用流体输送焊接钢管)。主要用于矿山压风、排水、轴放瓦斯用直缝焊接钢管。其代表材质Q235A、B级钢。
GB/T12770-2002(机械结构用不锈钢焊接钢管)。主要用于机械、汽车、自行车、家具、宾馆和饭店装饰及其他机械部件与结构件。其代表材质0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
GB/T12771-1991(流体输送用不锈钢焊接钢管)。主要用于输送低压腐蚀性介质。代表材质为0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等。
3生产流程编辑
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用
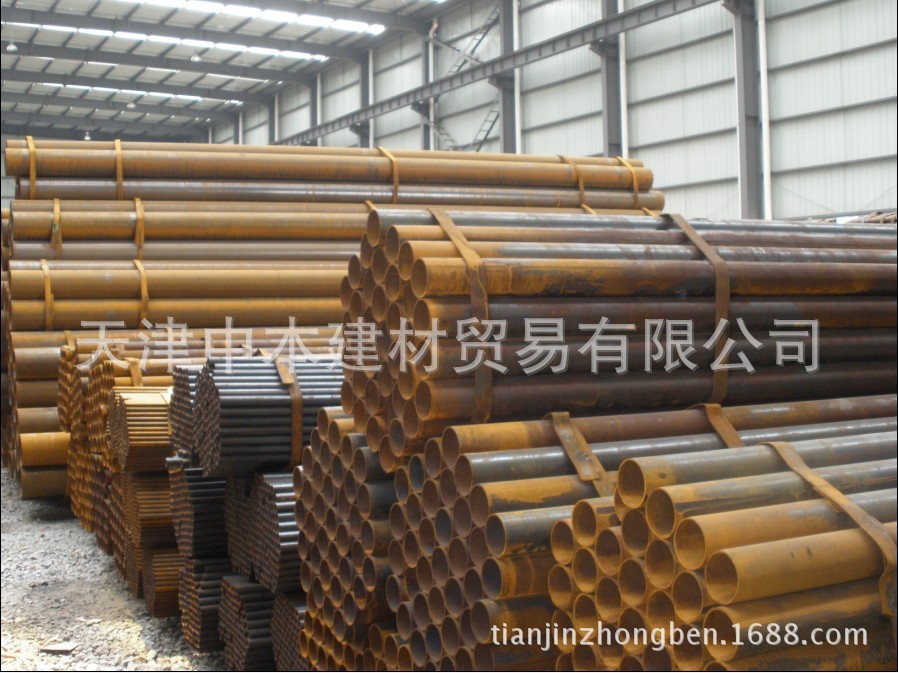
![焊管]() 焊管
较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
焊管
较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。
焊管工艺流程
原材料开卷——平整——端部剪切及焊接——活套——成形——焊接——内外焊珠去除——预校正——感应热处理——定径及校直——涡流检测——切断——水压检查——酸洗——最终检查(严格把关)——包装——出货。
附注:直缝焊管生产流程图(1)和螺旋焊管生产流程图(2)
4分类编辑
按用途分类
一般焊管:一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际的不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。
吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8寸-2寸八种。用08、10、15、20或Q195-Q235钢带制成。为防蚀,有的进行渗铝处理。
公制焊管:规格用作无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。
托辊管:用于带式输送机托辊电焊钢管,一般用Q215、Q235A、B钢及20钢制造,直径63.5-219.0mm。对管弯曲度、端面要与中心线垂直、椭圆度有一定要求,一般进行水压和压扁试验。
变压器管:用于制造变压器散热管和其它热交换器,采用普通碳素钢制造,要求进行压扁、扩口、弯曲、液压试验。钢管以定尺或倍尺交货,对钢管弯曲度有一定要求。
异型管:由普通碳结结构钢及16Mn等钢带焊制的方形管、矩形管、帽形管、空胶钢门窗用钢管,主要用作农机构件、钢窗门等。
电焊薄壁管:主要用作制作家具、玩具、灯具等。近年来不锈钢带制作的薄壁管应用很广,高级家具、装饰、栏栅等。
螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。
按生产方法分类
(1)按工艺分——电弧焊管、电阻焊管(高频、低频)、气焊管、炉焊管
(2)按焊缝分——直缝焊管、螺旋焊管
按断面形状分类
(1)简单断面钢管——圆形钢管、方形钢管、椭圆形钢管、三角形钢管、六角形钢管、菱形钢管、八角形钢管、半圆形钢圆、其他
(2)复杂断面钢管——不等边六角形钢管、五瓣梅花形钢管、双凸形钢管、双凹形钢管、瓜子形钢管、圆锥形钢管、波纹形钢管、表壳钢管、其他
按壁厚分类
按端部形状分类
分为圆形焊管和异型(方、扁等)焊管。
分类补充
1.普通碳素钢电线套管(GB/T3640-88)是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。
2.直缝电焊钢管(YB242-63)是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。
3.承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用安全可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。
4.承压流体输送用螺旋缝高频焊钢管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用安全可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。
6.一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管。
7.桩用螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩。
5特点编辑
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
6应用范围编辑
产品广泛应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。
7规格表编辑
直缝焊管规格表
公称尺寸 国标厚度mm
|
规格
|
外径
|
国标壁厚
|
焊管理论重量表
|
||
|
4分
|
15
|
1/2寸
|
21.25
|
2.75
|
1.26
|
|
6分
|
20
|
3/4寸
|
26.75
|
2.75
|
1.63
|
|
1寸
|
25
|
1寸
|
33.3
|
3.25
|
2.42
|
|
1.2寸
|
32
|
11/4寸
|
42.25
|
3.25
|
3.13
|
|
1.5寸
|
40
|
11/2寸
|
48
|
3.5
|
3.84
|
|
2寸
|
50
|
2寸
|
60
|
3.5
|
4.88
|
|
2.5寸
|
70
|
21/2寸
|
75.5
|
3.75
|
6.64
|
|
3寸
|
80
|
3寸
|
88.5
|
4.0
|
8.34
|
|
4寸
|
100
|
4寸
|
114
|
4.0
|
10.85
|
|
5寸
|
125
|
5寸
|
140
|
4.5
|
15.04
|
|
6寸
|
150
|
6寸
|
165
|
4.5
|
17.81
|
|
8寸
|
200
|
8寸
|
219
|
6
|
31.52
|
螺旋焊管规格表
|
规格
|
壁厚
|
米重
|
国标水压值
|
部标水压值
|
规格
|
壁厚
|
米重
|
国标水压值
|
部标水压值
|
|
219
|
6
|
32.02
|
9.7
|
7.7
|
720
|
6
|
106.15
|
3
|
2.3
|
|
7
|
37.1
|
11.3
|
9
|
7
|
123.59
|
3.5
|
2.7
|
||
|
8
|
42.13
|
12.9
|
10.3
|
8
|
140.97
|
4
|
3.1
|
||
|
273
|
6
|
40.01
|
7.7
|
6.2
|
9
|
158.31
|
4.5
|
3.5
|
|
|
7
|
46.42
|
9
|
7.2
|
10
|
175.6
|
5
|
3.9
|
||
|
8
|
52.78
|
10.3
|
8.3
|
12
|
210.02
|
6
|
4.7
|
||
|
325
|
6
|
47.7
|
6.5
|
5.2
|
820
|
7
|
140.85
|
3.1
|
2.4
|
|
7
|
55.4
|
7.6
|
6.1
|
8
|
160.7
|
3.5
|
2.7
|
||
|
8
|
63.04
|
8.7
|
6.9
|
9
|
180.5
|
4
|
3.1
|
||
|
377
|
6
|
55.4
|
5.7
|
4.5
|
10
|
200.26
|
4.4
|
3.4
|
|
|
7
|
64.37
|
6.7
|
5.2
|
11
|
219.96
|
4.8
|
3.8
|
||
|
8
|
73.3
|
7.6
|
6
|
12
|
239.62
|
5.3
|
4.1
|
||
|
9
|
82.18
|
8.6
|
6.8
|
920
|
8
|
180.43
|
3.1
|
2.5
|
|
|
10
|
91.01
|
-
|
7.5
|
9
|
202.7
|
3.5
|
2.8
|
||
|
426
|
6
|
62.25
|
5.1
|
4
|
10
|
224.92
|
3.9
|
3.1
|
|
|
7
|
72.83
|
5.9
|
4.6
|
11
|
247.22
|
4.3
|
3.4
|
||
|
8
|
82.97
|
6.8
|
5.3
|
12
|
269.21
|
4.7
|
3.7
|
||
|
9
|
93.05
|
7.6
|
6
|
1020
|
8
|
200.16
|
2.8
|
2.2
|
|
|
10
|
103.09
|
8.5
|
6.7
|
9
|
224.89
|
3.2
|
2.5
|
||
|
478
|
6
|
70.34
|
4.5
|
3.5
|
10
|
249.58
|
3.5
|
2.8
|
|
|
7
|
81.81
|
5.3
|
4.1
|
11
|
274.22
|
3.9
|
3
|
||
|
8
|
93.23
|
6
|
4.7
|
12
|
298.81
|
4.2
|
3.3
|
||
|
9
|
104.6
|
6.8
|
5.3
|
1220
|
8
|
239.62
|
-
|
1.8
|
|
|
10
|
115.92
|
7.5
|
5.9
|
10
|
298.9
|
3
|
2.3
|
||
|
529
|
6
|
77.89
|
4.1
|
3.2
|
11
|
328.47
|
3.2
|
2.5
|
|
|
7
|
90.61
|
4.8
|
3.7
|
12
|
357.99
|
3.5
|
2.8
|
||
|
8
|
103.29
|
5.4
|
4.3
|
13
|
387.46
|
3.8
|
3
|
||
|
9
|
115.92
|
6.1
|
4.8
|
1420
|
10
|
348.23
|
2.8
|
2
|
|
|
10
|
128.49
|
6.8
|
5.3
|
14
|
417.18
|
3.2
|
2.4
|
||
|
630
|
6
|
92.83
|
3.4
|
2.6
|
1620
|
12
|
476.37
|
2.9
|
2.1
|
|
7
|
108.05
|
4
|
3.1
|
14
|
554.99
|
3.2
|
2.4
|
||
|
8
|
123.22
|
4.6
|
3.6
|
1820
|
14
|
627.04
|
3.3
|
2.2
|
|
|
9
|
138.33
|
5.1
|
4
|
2020
|
14
|
693.09
|
-
|
2
|
|
|
10
|
153.4
|
5.7
|
4.5
|
2220
|
14
|
762.15
|
-
|
1.8
|
注:表中国标指GB/T9711.1-1997标准,部标指SY/T5037-2000标准。
8计算公式编辑
碳钢直缝焊管
每米的重量(kg): W=(d-t) * t * 0.02466
注:d(外径)t(壁厚)